


и продажа оборудования
для переработки отходов
-
Каталог оборудования
- Компакторы
- Прессы для вторсырья
- Прессы для отходов
- Шредеры, дробилки и измельчители
- Конвейеры
- Ворошители компоста
- Оборудование для переработки электронных плат
- Мельницы (грануляторы)
- Сепараторы
- Контейнеры для отходов
- Перфораторы ПЭТ
- Разрыватели пакетов
- Мойка контейнеров
- Пресс-ножницы для лома металлов
- Прессы для металлолома, стружки, автомобилей
- Стационарные манипуляторы
- Сушилки для ТБО и органической фракции
- Оборудование для переработки пластика
-
Каталог типовых решений
- Мусоросортировочные комплексы
- Станции перегруза отходов (линии перегрузки отходов)
- Переработка крупногабаритного мусора, отходов (КГМ, КГО)
- Переработка электроники
- Переработка пленки, пластмасс и полимеров
- Переработка шин
- Переработка твердых бытовых отходов (ТБО) в топливо (RDF)
- Переработка кабеля
- Переработка медицинских отходов
- Переработка банок (алюминиевых, консервных, жестяных)
- Переработка стружки, металлолома и автомобилей
- Переработка батареек
- Решения для полигонов
- Технологическое решение для стабилизации органических отходов
- Технологическое решение подачи RDF в печь цементных заводов
- Бесплатная консультация
- Оборудование Б/У
- Сервисное обслуживание
- Услуги Нетмус
Мусоросортировочный комплекс на 40000 тонн отходов в год















































- Тип перерабатываемого материала:
Описание
МУСОРОСОРТИРОВОЧНЫЙ КОМПЛЕКС (МСК)
При разработке линий сортировки отходов группа компаний "Нетмус" работает по принципу индивидуального подхода к каждому Заказчику. Компания обеспечивает полный цикл работ: от разработки проекта сортировочной линии до необходимых согласований и инсталляции оборудования, с последующим техническим обслуживанием. Производственная программа линий сортировки отходов включает в себя компактные станции с производительностью от 10 000 тонн отходов в год до крупных линий с максимальной производительностью до 400 000 тонн в год. Это наиболее часто используемые решения. Решения по мусоросортировочным комплексам с большей производительностью тоже могут быть спроектированы.
Заказчик имеет возможность выбрать производителя отдельных элементов мусоросортировочного комплекса. Возможна поставка конвейерного оборудования, как европейского, так и российского производства по европейской технологии. В любом случае, все главные элементы мусоросортировочного комплекса: прессовальное оборудование, грохоты, магнитные и вихретоковые сепараторы, разрыватели пакетов, сепараторы легкой и тяжелой фракции будут произведены в Европе для обеспечения высочайшего качества линии сортировки отходов при оптимальной стоимости всего мусоросортировочного комплекса в целом.
Компания ООО "Нетмус", входящая в группу компаний "Нетмус" работает и поставляет оборудование другим производителям мусоросортировочных комплексов в России. Оборудование производится в Чешской республике, Германии, Италии, Австрии, Швеции и других европейских странах на современных предприятиях с учетом самых жестких требований к качеству. Так как наша компания является не только производителем конвейерного оборудования и прессов, но и инжиниринговой компанией полного цикла, то Заказчику достаточно обратиться только к нам, при этом он получит цены без посредников на каждый элемент комплекса. Компоненты линии сортировки имеют необходимые европейские (CE) и российские сертификаты (РСТ) соответствия. Разработка проекта линии сортировки (мусоросортировочного комплекса) ведется нашей компанией совместно с производителями используемого в мусоросортировочном комплексе оборудования, что в свою очередь, позволяет достигнуть очень высокого качества всего комплекса в целом и его высокой производительности
На российском рынке компанией поставщиком является ООО "Нетмус" - официальный представитель группы компаний "Нетмус", осуществляющее внешнеэкономическую деятельность и специализирующиеся на поставке оборудования из стран Европы.
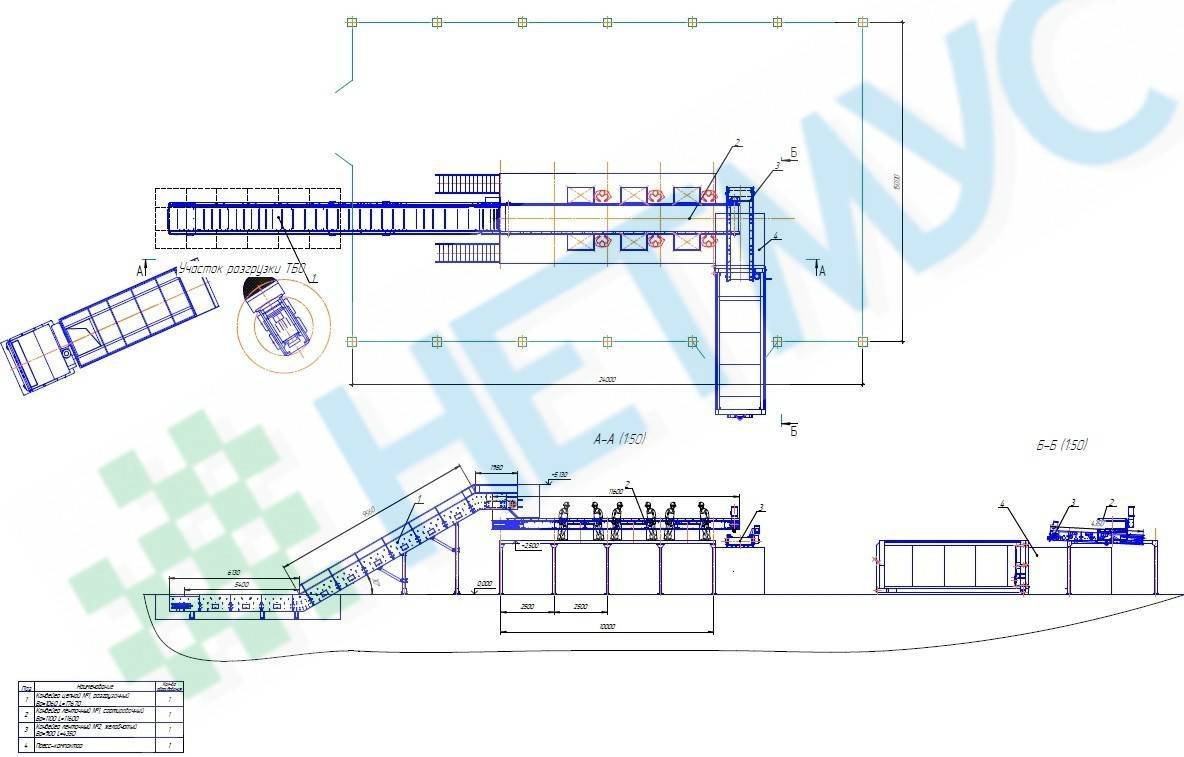
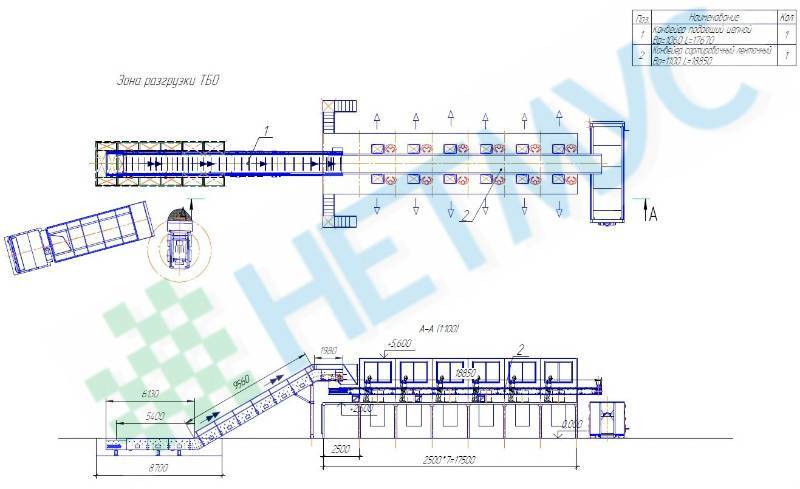
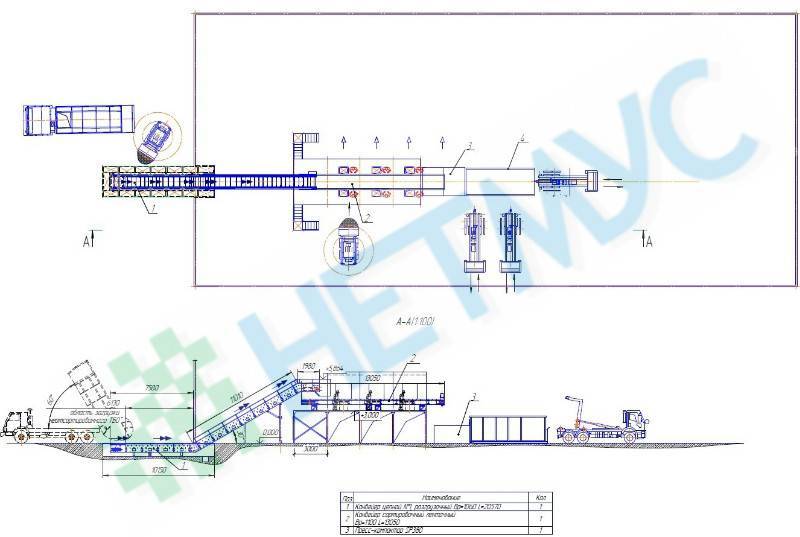
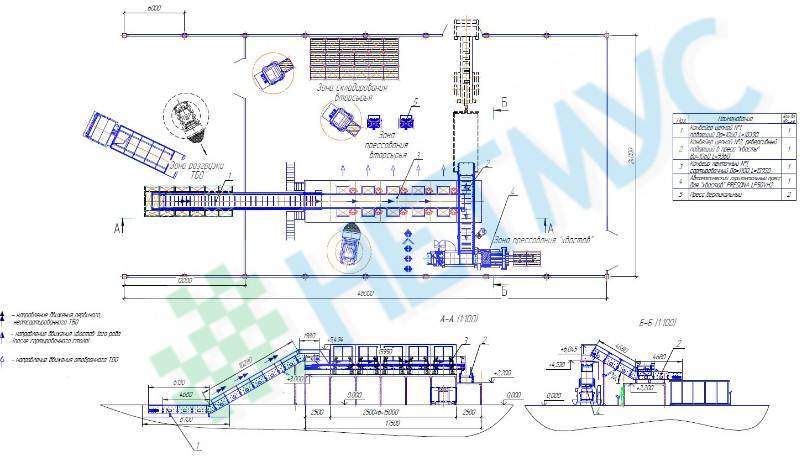
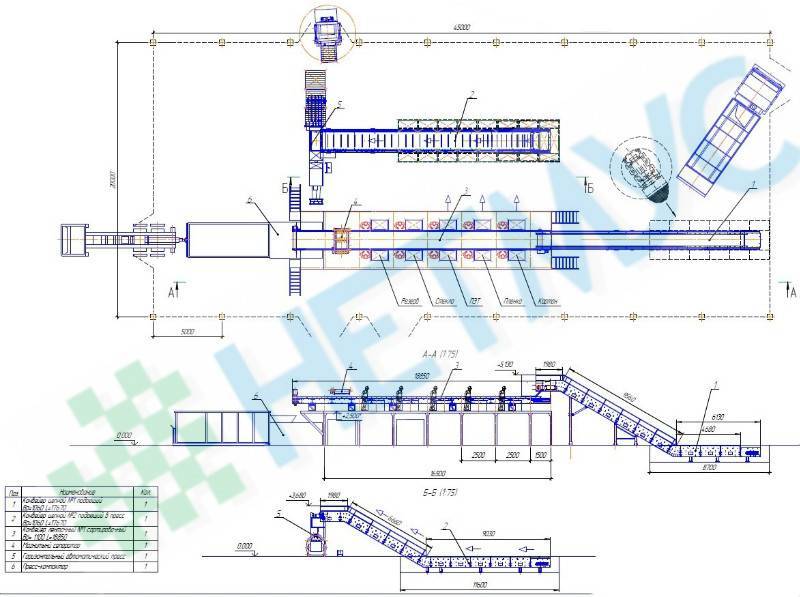
Сортировка отходов. Мусоросортировочный комплекс на 40000 тонн твердых бытовых отходов (ТБО) в год
Состав типового мусоросортировочного комплекса:
• конвейер цепной подающий из приямка на платформу
• конвейер ленточный сортировочный
• конвейер цепной подающий отсортированное ТБО в пресс
• конвейер ленточный для удаления «хвостов» реверсивный
• сортировочная платформа
• пресс для вторичного сырья
• пресс для отходов
• сепаратор магнитный
• грохоты или вибрационные сепараторы
• система АСУ со шкафами управления
Описание состава типового мусоросортировочного комплекса.
Общее описание основного оборудования и технологические процессы.


1.1. Подающий конвейер с приямком.




Необходим для подачи ТБО на сортировочную линию.
На промышленную бетонную площадку под навесом мусороперегрузочной станции твердые бытовые отходы доставляются мусоровозами. Поступающие отходы разгружают на бетонные полы площадки приема мусора (ТБО). Крупногабаритные предметы выбираются из ТБО и перевозятся или переносятся на площадку работы с КГМ. Остальные ТБО экскаватором или погрузчиком сдвигаются в приямок подающего конвейера. Цепной подающий конвейер необходим для подъема отходов на сортировочную площадку.
1.2. Сортировочная платформа.
Конструкционный элемент, необходимый для большей эффективности в плане количественного и качественного сбора полезных фракций из потока ТБО.
1.3. Сортировочный конвейер.




Конвейер предназначен для работы операторов по сортировке ТБО. Оператор при выделении полезной фракции сбрасывает её в бункер вниз. Вдоль сортировочного конвейера расположены посты (рабочие места) с люками. С каждой стороны конвейера располагается согласованное с Заказчиком количество постов. Количество человек, обслуживающих линию сортировки, также зависит от количества постов согласно технического задания Заказчика. Часть выделенных компонентов (макулатура, ПЭТФ, пластмасса высокого и низкого давления и т.д.) через люки поступает в накопительные отделения, и попадают в передвижные контейнеры или на бетонное основание. По желанию Заказчика мусоросортировочный комплекс комплектуется сортировочной кабиной для более комфортной работы персонала комплекса. Сортировочный ленточный конвейер установлен на платформе для сортировки и предназначен для транспортировки ТБО и для ручной разборки. В сортировочной кабине с двух сторон сортировочного ленточного конвейера организованы посты ручного отбора вторичного сырья. Из ТБО последовательно отбираются бумага, картон, текстиль, пленка, пластиковые бутылки, цветной металлолом, стекло и др. Стекло и цветной металлолом сбрасываются через люки в стоящие на полу контейнеры. Бумага, картон, текстиль, пленка и пластиковые бутылки сбрасываются через люки в бункеры или на бетонное основание и по мере наполнения перемещаются к цепному подающему в пресс конвейеру. (Также возможен вариант автоматизированной подачи полезной фракции).
1.4. Реверсивный ленточный конвейер.


Оставшиеся после выбора ценных компонентов отходы (хвосты сортировки) способом перегрузки поступают на реверсивный конвейер, а затем в открытые контейнеры, либо в пресс компакторы, расположенные под конвейерной лентой с правой и с левой сторон конвейера, либо в специальный горизонтальный пресс. Использование горизонтальных прессов позволяет продлевать срок службы полигона. Подача материала производится в левую или в правую сторону, что обеспечивает безостановочную работу комплекса.
1.5. Конвейер для полезной фракции подающий в пресс.



Отсортированные полезные фракции из-под сортировочной платформы при помощи ковшового трактора ссыпаются в приямок подающего конвейера. Последний, в свою очередь, осуществляет подачу материла в загрузочное окно пресса для прессования вторсырья.
1.6. Пресс для ТБО.


Стационарные прессы предназначены для снижения объема вывозимых с сортировки "хвостов".
1.7. Пресс для вторичного сырья.

Пресс для вторичного сырья позволяет делать брикеты весом до 1000 кг. Вторичное сырье: картон, пленка, бутылки ПЭТ, мешковина и т.д. брикетируются для последующей загрузки в автотранспорт и продажи. Пресс необходим для прессования вторичного сырья. Автоматический пресс применяется для сырья, образование которого происходит постоянно небольшими количествами, т. е. требуется накопления отходов для прессования его в тюк. Прессование является необходимым условием для возможности перевозки и продажи вторичного сырья.
Элементы мусоросортировочного комплекса, наличие которых не является обязательным:
1.8. Вибрационный сепаратор или грохот (не одно и то же)
Используется для фильтрации мелких фракций ТБО: земля, пыль и т.д. Устанавливается перед сортировочным конвейером для повышения эффективности сортировки ТБО. Если прибывающий мусор или отходы содержат много грунта – например, привезённый со свалок, - вибрационный сепаратор или грохот является необходимым для эффективной сортировки ТБО.
1.9. Перфоратор ПЭТ-тары
Используется для прокалывания ПЭТ-тары с целью подготовки её к прессованию. Большинство ПЭТ-тары приходит закрытой, поэтому в ней остаётся воздух, и при прессовании эта тара будет занимать дополнительный объём, что уменьшит плотность спрессованной кипы и, соответственно, её ценность, а также увеличит расходы на перевозку.
1.10. Разрыватель пакетов
Устройство предназначено для открывания мусорных пакетов, в которых приходит до 2/3 бытовых отходов, что позволяет произвести сортировку его содержимого. Без него пакеты разрываются вручную.
1.11. Шредер
Используется для измельчения ТБО. Позволяет измельчить фракции ТБО, чтобы в дальнейшем спрессовать их в более плотные кипы. Размер измельчённой фракции может устанавливаться в зависимости от потребностей. Часто устанавливается на участке работы крупногабаритными отходами.
1.12. Магнитный сепаратор
Используется для автоматического отбора магнитных материалов - стали. В том месте, где устанавливается магнитный сепаратор, секция конвейера обязательно выполняется из немагнитной стали.
1.13. Вихретоковый сепаратор
Используется для автоматического отбора немагнитных металлов: медь, алюминий и т.д.
1.14. Оптические сепараторы
Используются в автоматических мусоросортировочных комплексах для увеличения процента отбора полезной фракции (вторсырья) и уменьшения зависимости сортировочного комплекса от человеческого ресурса.
1.15. Баллистические сепараторы
Используются для автоматического разделения 3D (легкая упаковка, бутылки, жестяные банки, консервные банки) от 2D (бумага, картон и пленка) фракции. При этом материалы мелких фракций, остатки органических продуктов и мелкие неподходящие материалы (камни, песок и т.д.) отсеиваются через отверстия продольных лопастей и собираются в нижней части.
1.16. Сепараторы легкой и тяжелой фракции
Используются для автоматического разделения легкой и тяжелой фракции в мусоросортировочных комплексах.
1.17. Упаковочные машины для ТБО
Используются для придания брикетированным “хвостам” эстетического вида. Также это позволяет использовать “хвосты” для перевозки или переработки в будущем.
1.18. Вертикальные прессы
Используются как альтернатива горизонтальным прессам на маленьких мусоросортировочных комплексах для брикетирования вторичного сырья.
1.19. Пресс компакторы
Стационарные прессы предназначены для снижения объема вывозимых с сортировки "хвостов". Пресс-компактор спрессовывает материал в присоединяемый закрытый контейнер, который периодически необходимо менять при его заполнении.
Особенности цепных конвейеров:
1) Покраска осуществляется методом порошковой окраски в термокамере, покрытием на основе термореактивного пленкообразователя. Либо методом напыления полимерного покрытия (грунт эмалью «Decorcoat 1550»). Обе технологии позволяют получить покрытие, обладающее высокими противокоррозионными свойствами, стойкостью к атмосферным и химическим агрессивным воздействиям, а также к механическому истиранию. Образуемое покрытие позволяет производить помывку оборудования с использованием систем высокого давления типа «Kерхер», не выцветает под действием УФ – излучения. Обладает высокими прочностными характеристиками.
2) Профиль грузонесущий гнутый усиленный, 4 гиба.
3) Редукторы цилиндроконические. Производство - Италия.
4) Поворотные дорожки качения изготавливаются из прочной импортной стали типа «хардокс». Сами, при этом, являются съемными. Это существенно повышает срок службы и ремонтопригодность конвейеров.
5) Уплотнение на цепных конвейерах лабиринтного типа – предотвращает попадание жидкой и мелкой твердой фракций ТБО на цепи и приводные звездочки конвейеров.
6) Покрытие рабочей поверхности конвейеров – лента резинотканевая многослойная толщиной 8 – 10мм с отбортовкой по обоим краям для реализации лабиринтного уплотнения. Поверхность ленты гладкая с металлическими удерживающими лопатками, прикреплёнными к грузонесущему профилю. Имеет большую производительность, прочность и ремонтопригодность по сравнению с шевронной конвейерной лентой.
7) Подшипниковые узлы АСАХИ и других производителей, равнозначных по качеству.
8) В конструкции используется пружинно-винтовой натяжной узел. Исключает заклинивание цепи, её разрывы при внезапных перегрузках. Увеличивает срок службы цепи на 25%.
9) При изготовлении используется устойчивая к низким температурам сталь.
Особенности ленточных конвейеров:
1) Покраска осуществляется методом порошковой окраски в термокамере, покрытием на основе термореактивного пленкообразователя. Либо методом напыления полимерного покрытия (грунт эмалью «Decorcoat 1550»). Обе технологии позволяют получить покрытие, обладающее высокими противокоррозионными свойствами, стойкостью к атмосферным и химическим агрессивным воздействиям, а также к механическому истиранию. Образуемое покрытие позволяет производить помывку оборудования с использованием систем высокого давления типа «Kерхер», не выцветает под действием УФ – излучения. Обладает высокими прочностными характеристиками.
2) Профиль грузонесущий гнутый усиленный.
3) Несущий и поддерживающий элементы – подвижная роликоопора с рабочей поверхностью из стали и капролона– существенно уменьшает износ ленты, облегчает эксплуатацию в холодное время года, выдерживает большие нагрузки и механические точечные воздействия. В зоне подачи материала дополнительно устанавливаются специальные демпфирующие резиновые валы.
4) Редукторы цилиндроконические или червячные. Производство - Италия.
5) Покрытие рабочей поверхности конвейеров – лента резинотканевая многослойная толщиной 8 – 10 мм. Поверхность ленты – гладкая или типа «шеврон».
6) Подшипниковые узлы АСАХИ – Япония.
7) При изготовлении используется устойчивая к низким температурам сталь.
Дополнительное оборудование имеет следующие особенности:
• Система АСУ конвейерным оборудованием выполняется в виде отдельных электрошкафов на основе автоматики General Electric, промышленных контроллеров и частотных преобразователей Delta Electronics. В системе реализуется два способа управления: от панели оператора (основной) и от органов управления на электрошкафах (вспомогательный).
• Сепараторы магнитные оснащены мощными магнитами, на которые предоставляется гарантия 20 лет.
• Перфоратор барабанный для ПЭТ устанавливается на хоппер автоматического пресса и имеет привод для сдвигания в сторону при прессовании других фракций вторсырья. Оснащен съемными калеными шипами для прокалывания ПЭТ бутылок.
• Разрыватели пакетов позволяют автоматически открывать пакеты с их содержимым.
• Вибрационные сепараторы позволяют убрать из потока ТБО органический мусор, смет и мелкую фракцию.
• Упаковочная машина для ТБО имеет не менее 4 режимов работы. Позволяет упаковывать оставшиеся хвосты, придавая им эстетический вид
Наши преимущества:
• Для решения задач инжиниринга производственных линий сортировки ТБО компанией разработаны и серийно выпускаются: 6 типов цепных и 7 типов ленточных конвейеров различных конфигураций.
• Изготовление конвейерного оборудования в компании осуществляется на собственной производственной базе (до 95% работ проводится на собственном оборудовании). Покупными комплектующими являются: конвейерные ленты, подшипниковые узлы, приводные цепи, мотор –редукторы, электронные компоненты.
• Наличие собственной производственной базы позволяет контролировать качество выпускаемого оборудования на всех этапах производства и добиваться полного соответствия заявленным характеристикам.
Схемы
Видео
МУСОРОСОРТИРОВОЧНЫЙ КОМПЛЕКС (МСК)
При разработке линий сортировки отходов группа компаний "Нетмус" работает по принципу индивидуального подхода к каждому Заказчику. Компания обеспечивает полный цикл работ: от разработки проекта сортировочной линии до необходимых согласований и инсталляции оборудования, с последующим техническим обслуживанием. Производственная программа линий сортировки отходов включает в себя компактные станции с производительностью от 10 000 тонн отходов в год до крупных линий с максимальной производительностью до 400 000 тонн в год. Это наиболее часто используемые решения. Решения по мусоросортировочным комплексам с большей производительностью тоже могут быть спроектированы.
Заказчик имеет возможность выбрать производителя отдельных элементов мусоросортировочного комплекса. Возможна поставка конвейерного оборудования, как европейского, так и российского производства по европейской технологии. В любом случае, все главные элементы мусоросортировочного комплекса: прессовальное оборудование, грохоты, магнитные и вихретоковые сепараторы, разрыватели пакетов, сепараторы легкой и тяжелой фракции будут произведены в Европе для обеспечения высочайшего качества линии сортировки отходов при оптимальной стоимости всего мусоросортировочного комплекса в целом.
Компания ООО "Нетмус", входящая в группу компаний "Нетмус" работает и поставляет оборудование другим производителям мусоросортировочных комплексов в России. Оборудование производится в Чешской республике, Германии, Италии, Австрии, Швеции и других европейских странах на современных предприятиях с учетом самых жестких требований к качеству. Так как наша компания является не только производителем конвейерного оборудования и прессов, но и инжиниринговой компанией полного цикла, то Заказчику достаточно обратиться только к нам, при этом он получит цены без посредников на каждый элемент комплекса. Компоненты линии сортировки имеют необходимые европейские (CE) и российские сертификаты (РСТ) соответствия. Разработка проекта линии сортировки (мусоросортировочного комплекса) ведется нашей компанией совместно с производителями используемого в мусоросортировочном комплексе оборудования, что в свою очередь, позволяет достигнуть очень высокого качества всего комплекса в целом и его высокой производительности
На российском рынке компанией поставщиком является ООО "Нетмус" - официальный представитель группы компаний "Нетмус", осуществляющее внешнеэкономическую деятельность и специализирующиеся на поставке оборудования из стран Европы.
Сортировка отходов. Мусоросортировочный комплекс на 40000 тонн твердых бытовых отходов (ТБО) в год
Состав типового мусоросортировочного комплекса:
• конвейер цепной подающий из приямка на платформу
• конвейер ленточный сортировочный
• конвейер цепной подающий отсортированное ТБО в пресс
• конвейер ленточный для удаления «хвостов» реверсивный
• сортировочная платформа
• пресс для вторичного сырья
• пресс для отходов
• сепаратор магнитный
• грохоты или вибрационные сепараторы
• система АСУ со шкафами управления
Описание состава типового мусоросортировочного комплекса.
Общее описание основного оборудования и технологические процессы.
1.1. Подающий конвейер с приямком.
Необходим для подачи ТБО на сортировочную линию.
На промышленную бетонную площадку под навесом мусороперегрузочной станции твердые бытовые отходы доставляются мусоровозами. Поступающие отходы разгружают на бетонные полы площадки приема мусора (ТБО). Крупногабаритные предметы выбираются из ТБО и перевозятся или переносятся на площадку работы с КГМ. Остальные ТБО экскаватором или погрузчиком сдвигаются в приямок подающего конвейера. Цепной подающий конвейер необходим для подъема отходов на сортировочную площадку.
1.2. Сортировочная платформа.
Конструкционный элемент, необходимый для большей эффективности в плане количественного и качественного сбора полезных фракций из потока ТБО.
1.3. Сортировочный конвейер.
Конвейер предназначен для работы операторов по сортировке ТБО. Оператор при выделении полезной фракции сбрасывает её в бункер вниз. Вдоль сортировочного конвейера расположены посты (рабочие места) с люками. С каждой стороны конвейера располагается согласованное с Заказчиком количество постов. Количество человек, обслуживающих линию сортировки, также зависит от количества постов согласно технического задания Заказчика. Часть выделенных компонентов (макулатура, ПЭТФ, пластмасса высокого и низкого давления и т.д.) через люки поступает в накопительные отделения, и попадают в передвижные контейнеры или на бетонное основание. По желанию Заказчика мусоросортировочный комплекс комплектуется сортировочной кабиной для более комфортной работы персонала комплекса. Сортировочный ленточный конвейер установлен на платформе для сортировки и предназначен для транспортировки ТБО и для ручной разборки. В сортировочной кабине с двух сторон сортировочного ленточного конвейера организованы посты ручного отбора вторичного сырья. Из ТБО последовательно отбираются бумага, картон, текстиль, пленка, пластиковые бутылки, цветной металлолом, стекло и др. Стекло и цветной металлолом сбрасываются через люки в стоящие на полу контейнеры. Бумага, картон, текстиль, пленка и пластиковые бутылки сбрасываются через люки в бункеры или на бетонное основание и по мере наполнения перемещаются к цепному подающему в пресс конвейеру. (Также возможен вариант автоматизированной подачи полезной фракции).
1.4. Реверсивный ленточный конвейер.
Оставшиеся после выбора ценных компонентов отходы (хвосты сортировки) способом перегрузки поступают на реверсивный конвейер, а затем в открытые контейнеры, либо в пресс компакторы, расположенные под конвейерной лентой с правой и с левой сторон конвейера, либо в специальный горизонтальный пресс. Использование горизонтальных прессов позволяет продлевать срок службы полигона. Подача материала производится в левую или в правую сторону, что обеспечивает безостановочную работу комплекса.
1.5. Конвейер для полезной фракции подающий в пресс.
Отсортированные полезные фракции из-под сортировочной платформы при помощи ковшового трактора ссыпаются в приямок подающего конвейера. Последний, в свою очередь, осуществляет подачу материла в загрузочное окно пресса для прессования вторсырья.
1.6. Пресс для ТБО.
Стационарные прессы предназначены для снижения объема вывозимых с сортировки "хвостов".
1.7. Пресс для вторичного сырья.
Пресс для вторичного сырья позволяет делать брикеты весом до 1000 кг. Вторичное сырье: картон, пленка, бутылки ПЭТ, мешковина и т.д. брикетируются для последующей загрузки в автотранспорт и продажи. Пресс необходим для прессования вторичного сырья. Автоматический пресс применяется для сырья, образование которого происходит постоянно небольшими количествами, т. е. требуется накопления отходов для прессования его в тюк. Прессование является необходимым условием для возможности перевозки и продажи вторичного сырья.
Элементы мусоросортировочного комплекса, наличие которых не является обязательным:
1.8. Вибрационный сепаратор или грохот (не одно и то же)
Используется для фильтрации мелких фракций ТБО: земля, пыль и т.д. Устанавливается перед сортировочным конвейером для повышения эффективности сортировки ТБО. Если прибывающий мусор или отходы содержат много грунта – например, привезённый со свалок, - вибрационный сепаратор или грохот является необходимым для эффективной сортировки ТБО.
1.9. Перфоратор ПЭТ-тары
Используется для прокалывания ПЭТ-тары с целью подготовки её к прессованию. Большинство ПЭТ-тары приходит закрытой, поэтому в ней остаётся воздух, и при прессовании эта тара будет занимать дополнительный объём, что уменьшит плотность спрессованной кипы и, соответственно, её ценность, а также увеличит расходы на перевозку.
1.10. Разрыватель пакетов
Устройство предназначено для открывания мусорных пакетов, в которых приходит до 2/3 бытовых отходов, что позволяет произвести сортировку его содержимого. Без него пакеты разрываются вручную.
1.11. Шредер
Используется для измельчения ТБО. Позволяет измельчить фракции ТБО, чтобы в дальнейшем спрессовать их в более плотные кипы. Размер измельчённой фракции может устанавливаться в зависимости от потребностей. Часто устанавливается на участке работы крупногабаритными отходами.
1.12. Магнитный сепаратор
Используется для автоматического отбора магнитных материалов - стали. В том месте, где устанавливается магнитный сепаратор, секция конвейера обязательно выполняется из немагнитной стали.
1.13. Вихретоковый сепаратор
Используется для автоматического отбора немагнитных металлов: медь, алюминий и т.д.
1.14. Оптические сепараторы
Используются в автоматических мусоросортировочных комплексах для увеличения процента отбора полезной фракции (вторсырья) и уменьшения зависимости сортировочного комплекса от человеческого ресурса.
1.15. Баллистические сепараторы
Используются для автоматического разделения 3D (легкая упаковка, бутылки, жестяные банки, консервные банки) от 2D (бумага, картон и пленка) фракции. При этом материалы мелких фракций, остатки органических продуктов и мелкие неподходящие материалы (камни, песок и т.д.) отсеиваются через отверстия продольных лопастей и собираются в нижней части.
1.16. Сепараторы легкой и тяжелой фракции
Используются для автоматического разделения легкой и тяжелой фракции в мусоросортировочных комплексах.
1.17. Упаковочные машины для ТБО
Используются для придания брикетированным “хвостам” эстетического вида. Также это позволяет использовать “хвосты” для перевозки или переработки в будущем.
1.18. Вертикальные прессы
Используются как альтернатива горизонтальным прессам на маленьких мусоросортировочных комплексах для брикетирования вторичного сырья.
1.19. Пресс компакторы
Стационарные прессы предназначены для снижения объема вывозимых с сортировки "хвостов". Пресс-компактор спрессовывает материал в присоединяемый закрытый контейнер, который периодически необходимо менять при его заполнении.
Особенности цепных конвейеров:
1) Покраска осуществляется методом порошковой окраски в термокамере, покрытием на основе термореактивного пленкообразователя. Либо методом напыления полимерного покрытия (грунт эмалью «Decorcoat 1550»). Обе технологии позволяют получить покрытие, обладающее высокими противокоррозионными свойствами, стойкостью к атмосферным и химическим агрессивным воздействиям, а также к механическому истиранию. Образуемое покрытие позволяет производить помывку оборудования с использованием систем высокого давления типа «Kерхер», не выцветает под действием УФ – излучения. Обладает высокими прочностными характеристиками.
2) Профиль грузонесущий гнутый усиленный, 4 гиба.
3) Редукторы цилиндроконические. Производство - Италия.
4) Поворотные дорожки качения изготавливаются из прочной импортной стали типа «хардокс». Сами, при этом, являются съемными. Это существенно повышает срок службы и ремонтопригодность конвейеров.
5) Уплотнение на цепных конвейерах лабиринтного типа – предотвращает попадание жидкой и мелкой твердой фракций ТБО на цепи и приводные звездочки конвейеров.
6) Покрытие рабочей поверхности конвейеров – лента резинотканевая многослойная толщиной 8 – 10мм с отбортовкой по обоим краям для реализации лабиринтного уплотнения. Поверхность ленты гладкая с металлическими удерживающими лопатками, прикреплёнными к грузонесущему профилю. Имеет большую производительность, прочность и ремонтопригодность по сравнению с шевронной конвейерной лентой.
7) Подшипниковые узлы АСАХИ и других производителей, равнозначных по качеству.
8) В конструкции используется пружинно-винтовой натяжной узел. Исключает заклинивание цепи, её разрывы при внезапных перегрузках. Увеличивает срок службы цепи на 25%.
9) При изготовлении используется устойчивая к низким температурам сталь.
Особенности ленточных конвейеров:
1) Покраска осуществляется методом порошковой окраски в термокамере, покрытием на основе термореактивного пленкообразователя. Либо методом напыления полимерного покрытия (грунт эмалью «Decorcoat 1550»). Обе технологии позволяют получить покрытие, обладающее высокими противокоррозионными свойствами, стойкостью к атмосферным и химическим агрессивным воздействиям, а также к механическому истиранию. Образуемое покрытие позволяет производить помывку оборудования с использованием систем высокого давления типа «Kерхер», не выцветает под действием УФ – излучения. Обладает высокими прочностными характеристиками.
2) Профиль грузонесущий гнутый усиленный.
3) Несущий и поддерживающий элементы – подвижная роликоопора с рабочей поверхностью из стали и капролона– существенно уменьшает износ ленты, облегчает эксплуатацию в холодное время года, выдерживает большие нагрузки и механические точечные воздействия. В зоне подачи материала дополнительно устанавливаются специальные демпфирующие резиновые валы.
4) Редукторы цилиндроконические или червячные. Производство - Италия.
5) Покрытие рабочей поверхности конвейеров – лента резинотканевая многослойная толщиной 8 – 10 мм. Поверхность ленты – гладкая или типа «шеврон».
6) Подшипниковые узлы АСАХИ – Япония.
7) При изготовлении используется устойчивая к низким температурам сталь.
Дополнительное оборудование имеет следующие особенности:
• Система АСУ конвейерным оборудованием выполняется в виде отдельных электрошкафов на основе автоматики General Electric, промышленных контроллеров и частотных преобразователей Delta Electronics. В системе реализуется два способа управления: от панели оператора (основной) и от органов управления на электрошкафах (вспомогательный).
• Сепараторы магнитные оснащены мощными магнитами, на которые предоставляется гарантия 20 лет.
• Перфоратор барабанный для ПЭТ устанавливается на хоппер автоматического пресса и имеет привод для сдвигания в сторону при прессовании других фракций вторсырья. Оснащен съемными калеными шипами для прокалывания ПЭТ бутылок.
• Разрыватели пакетов позволяют автоматически открывать пакеты с их содержимым.
• Вибрационные сепараторы позволяют убрать из потока ТБО органический мусор, смет и мелкую фракцию.
• Упаковочная машина для ТБО имеет не менее 4 режимов работы. Позволяет упаковывать оставшиеся хвосты, придавая им эстетический вид
Наши преимущества:
• Для решения задач инжиниринга производственных линий сортировки ТБО компанией разработаны и серийно выпускаются: 6 типов цепных и 7 типов ленточных конвейеров различных конфигураций.
• Изготовление конвейерного оборудования в компании осуществляется на собственной производственной базе (до 95% работ проводится на собственном оборудовании). Покупными комплектующими являются: конвейерные ленты, подшипниковые узлы, приводные цепи, мотор –редукторы, электронные компоненты.
• Наличие собственной производственной базы позволяет контролировать качество выпускаемого оборудования на всех этапах производства и добиваться полного соответствия заявленным характеристикам.
Написать отзыв
Автор:Текст отзыва: Внимание: HTML не поддерживается! Используйте обычный текст.
Оценка:

-155x155.jpg)



-
Каталог оборудования
![icon]()
- Компакторы
- Прессы для вторсырья
- Прессы для отходов
- Шредеры, дробилки и измельчители
- Конвейеры
- Ворошители компоста
- Оборудование для переработки электронных плат
- Мельницы (грануляторы)
- Сепараторы
- Контейнеры для отходов
- Перфораторы ПЭТ
- Разрыватели пакетов
- Мойка контейнеров
- Пресс-ножницы для лома металлов
- Прессы для металлолома, стружки, автомобилей
- Стационарные манипуляторы
- Сушилки для ТБО и органической фракции
- Оборудование для переработки пластика
-
Каталог типовых решений
![icon]()
- Мусоросортировочные комплексы
- Станции перегруза отходов (линии перегрузки отходов)
- Переработка крупногабаритного мусора, отходов (КГМ, КГО)
- Переработка электроники
- Переработка пленки, пластмасс и полимеров
- Переработка шин
- Переработка твердых бытовых отходов (ТБО) в топливо (RDF)
- Переработка кабеля
- Переработка медицинских отходов
- Переработка банок (алюминиевых, консервных, жестяных)
- Переработка стружки, металлолома и автомобилей
- Переработка батареек
- Решения для полигонов
- Технологическое решение для стабилизации органических отходов
- Технологическое решение подачи RDF в печь цементных заводов
- Бесплатная консультация
- Оборудование Б/У
- Сервисное обслуживание
- Услуги Нетмус