


и продажа оборудования
для переработки отходов
-
Каталог оборудования
- Компакторы
- Прессы для вторсырья
- Прессы для отходов
- Шредеры, дробилки и измельчители
- Конвейеры
- Ворошители компоста
- Оборудование для переработки электронных плат
- Мельницы (грануляторы)
- Сепараторы
- Контейнеры для отходов
- Перфораторы ПЭТ
- Разрыватели пакетов
- Мойка контейнеров
- Пресс-ножницы для лома металлов
- Прессы для металлолома, стружки, автомобилей
- Стационарные манипуляторы
- Сушилки для ТБО и органической фракции
- Оборудование для переработки пластика
-
Каталог типовых решений
- Мусоросортировочные комплексы
- Станции перегруза отходов (линии перегрузки отходов)
- Переработка крупногабаритного мусора, отходов (КГМ, КГО)
- Переработка электроники
- Переработка пленки, пластмасс и полимеров
- Переработка шин
- Переработка твердых бытовых отходов (ТБО) в топливо (RDF)
- Переработка кабеля
- Переработка медицинских отходов
- Переработка банок (алюминиевых, консервных, жестяных)
- Переработка стружки, металлолома и автомобилей
- Переработка батареек
- Решения для полигонов
- Технологическое решение для стабилизации органических отходов
- Технологическое решение подачи RDF в печь цементных заводов
- Бесплатная консультация
- Оборудование Б/У
- Сервисное обслуживание
- Услуги Нетмус
Линия для переработки телевизоров, мониторов и кинескопов с электронно-лучевыми трубками (ЭЛТ) DP 800
 DP 800")















 DP 800. Оборудование Нетмус.")
 DP 800 - 2. Оборудование Нетмус.")
 DP 800 - 3. Оборудование Нетмус.")
 DP 800 - 4. Оборудование Нетмус.")
 DP 800 - 5. Оборудование Нетмус.")












- Тип перерабатываемого материала:
Описание
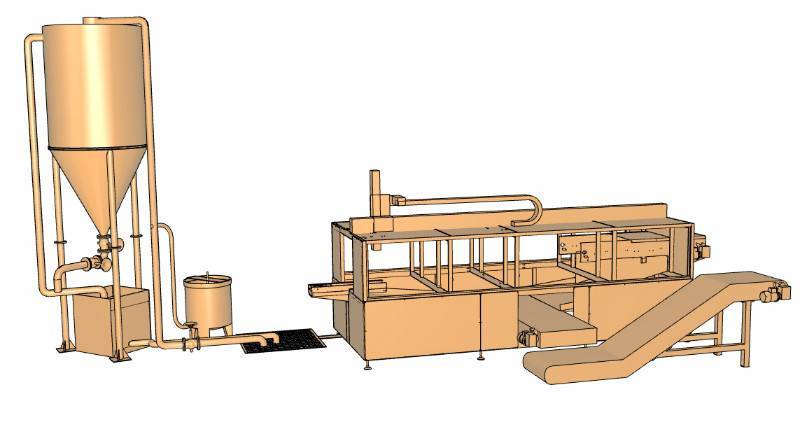
Линия переработки кинескопов с электролучевыми трубками DP 800 с автоматической резкой стекла
Материалы для переработки: электронно-лучевые трубки
Производительность: 60 - 100 шт/час
Общее описание и преимущества:
Принцип работы:
• трубка располагается на плите, всасывающая система удерживает экран и перемещает его на линию обработки.
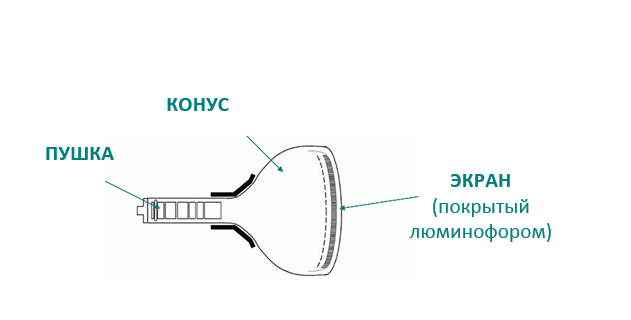
• ЭЛТ разрезается на две части: экран (бариевое стекло) и конус (свинцовое стекло). Резка выполняется алмазными дисками в два последовательных этапа. На трубку непрерывно распыляется вода для охлаждения дисков и осаждения пыли, возникающей на этапе резки.
• после резки конус падает на конвейер и выводится из станка в отдельный контейнер.
• затем экран передается на очистку, где стекло опрыскивается водой под высоким давлением для удаления с него флуоресцентного порошка. Порошок транспортируется с отработанной водой, собирается и перерабатывается непосредственно в отдельном баке декантаторе. Шлам в баке стекает вниз для безопасной переработки, а чистая вода прокачивается назад в станок для повторного использования.
• стекло экрана отправляется в специальный ящик.
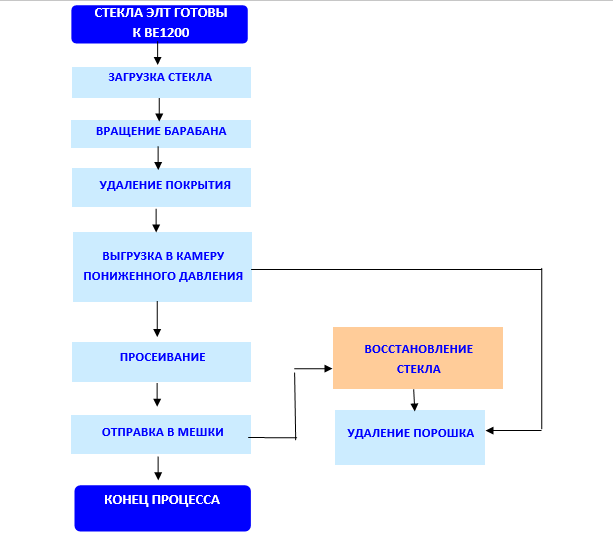
• стекла двух типов (бариевое - экран и свинцовое - экран) можно затем переработать в соответствующих установках, таких как BE1200.
Преимущества и особенности:
• низкое энергопотребление - максимальная номинальная мощность станка DP800 – 21 кВт. Обычное потребление – около 7 кВт.
• для работы станка DP800 не требуется топлива или газа.
• общий объем воды – 5000 л. Вода постоянно циркулирует по замкнутому кругу, с минимальным потреблением.
• обработка во влажной среде.
Использование водяного орошения во время резки и очистки дает сразу три преимущества:
• ослабление и сбор всего люминофорного порошка и частиц: это делает процесс более экологичным и более безопасным в отношении здоровья персонала, а также уменьшает количество процедур, направленных на сохранение окружающей среды.
• рабочая температура алмазных режущих дисков гораздо ниже по сравнению с традиционной технологией, что продлевает срок службы изнашивающихся деталей и уменьшает затраты на обслуживание.
• смазывание режущих поверхностей для хорошего разделения конуса и экрана.
Важно:
DP800 – это единственный разделитель кинескопов в мире, который не требует системы фильтрации воздуха, что означает потрясающее снижение рабочих затрат и огромную пользу для рабочей среды. Как только люминесцентные частицы попадают в воздух, их фактически невозможно собрать даже самыми лучшими фильтрационными системами.
Система резки кинескопов – полностью автоматическая. Благодаря программному обеспечению, разработанному специально для нашей системы, эта установка автоматически определяет размер кинескопа и помещает трубку на нужную высоту для отделения конуса от экрана. То есть не требуется ни ручной подстройки, ни ввода параметров.
Это позволяет:
• достичь более высоких скоростей обработки
• оставлять лишь одного рабочего. Оператор должен только вставлять кинескоп в машину и наблюдать за процессом.
• вставлять кинескопы в станок без предварительной сортировки трубок согласно их размерам, это облегчает операции предварительной подготовки и экономит пространство, требуемое для накопления кинескопов перед станком.
• резать каждую трубку над линией соединения экрана и конуса. Благодаря точности процесса резания, бариевое (экранное) стекло получаемое на выходе, не загрязнено остатками синцового (конусного) стекла или стеклопайки. Следовательно, бариевое стекло можно продать по более высокой цене, чем стекло, получаемое в других системах разборки кинескопов.
• удаление люминофора с экранного стекла, выполняется при помощи инновационной системы промывки высокого давления (200 бар). По сравнению с ранними методами очистки экранов, основанными на вращающихся щетках, новая система промывки очищает экран быстрее и достигает очень высокой степени удаления, так что бариевое стекло можно продавать на стеклоперерабатывающие заводы без дополнительной обработки.
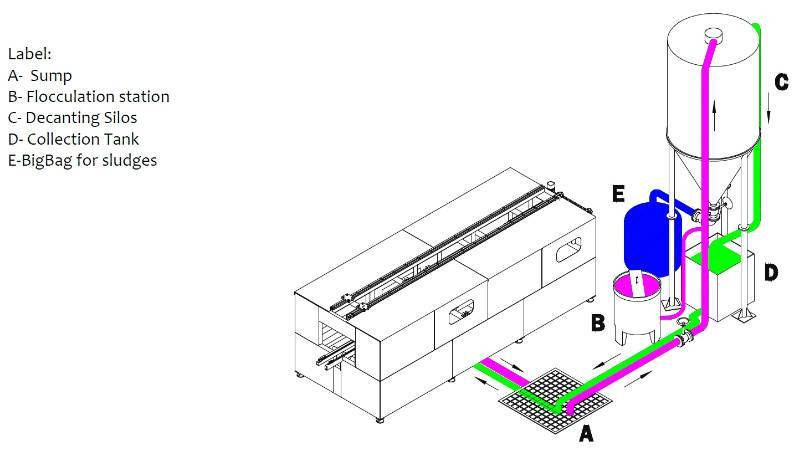
Установка по восстановлению отработанной воды:
• в конце цикла обработки отработанная вода направляется в выдвижной сборщик на соответствующих салазках, а сборщик передает воду в отстойник (А).
• отработанная вода откачивается из отстойника (А) в сливную яму насосом, который автоматически запускается по датчикам уровня.
• на станции флокуляции (В) изготавливается смесь воды и флокулирующего агента, которая затем автоматически отправляется по подающей трубе в декантатор (С).
• флокулирующий агент действует на твердые частицы, взвешенные в отработанной воде, увеличивая их скорость осаждения.
• в процессе осаждения очищенная вода внутри декантатора поднимается кверху и перетекает в сборный бак (D).
• после очищения вода вновь подается внутрь соответствующим насосом.
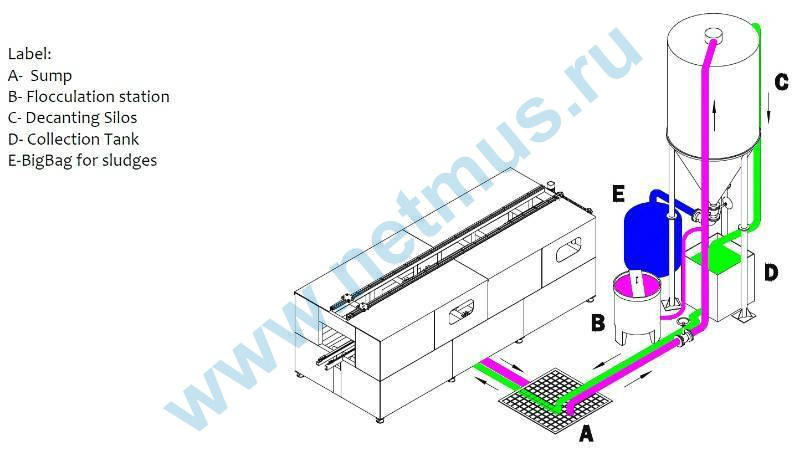
A Отстойник
B Станция флокуляции
C Отстойник-декантатор
D Сборный бак
E Емкость для шлама
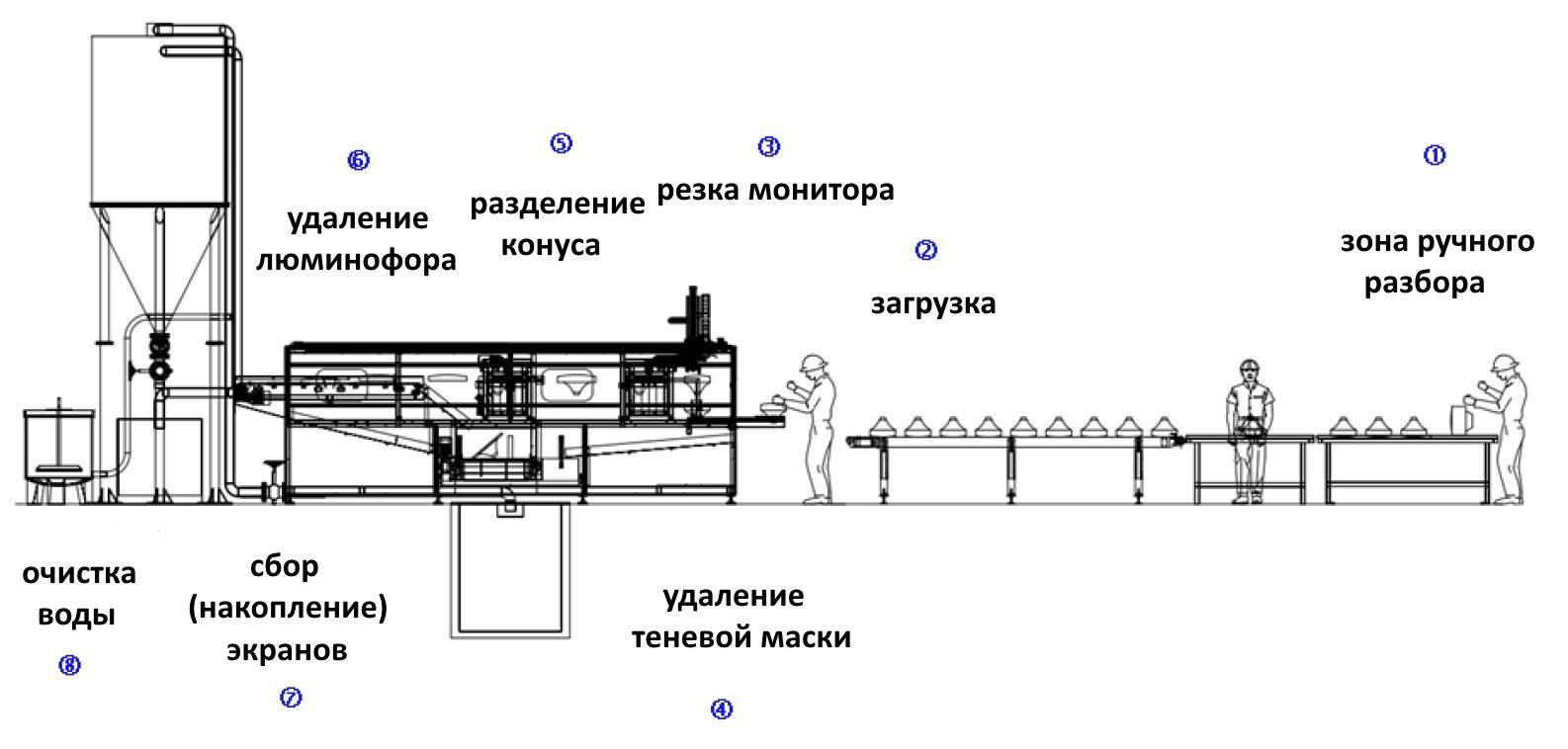
Принцип работы и особенности линии по сортировке и восстановлению стекла из мониторов и кинескопов с электронно-лучевыми трубками (ЭЛТ).
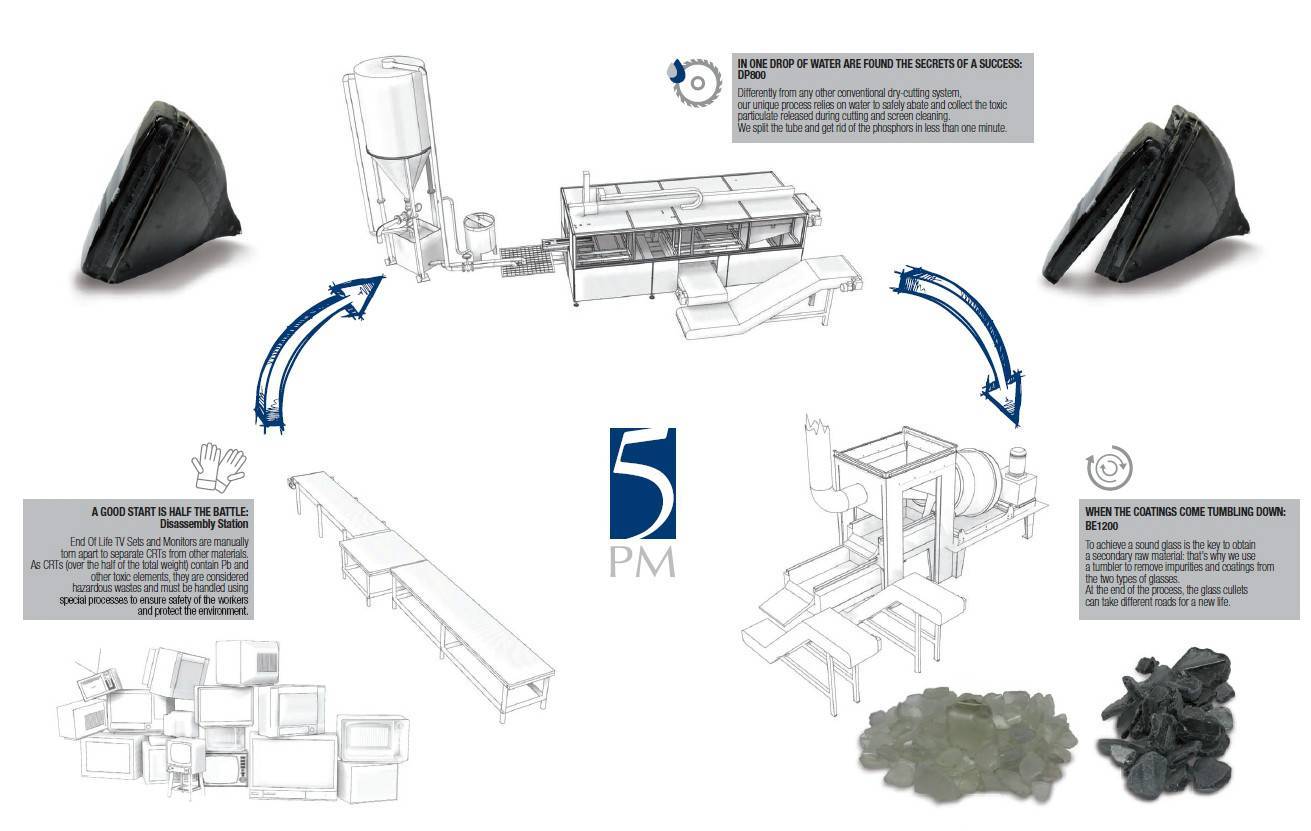
Схема работы и организация производства
ЭЛТ происходит в 3 этапа:
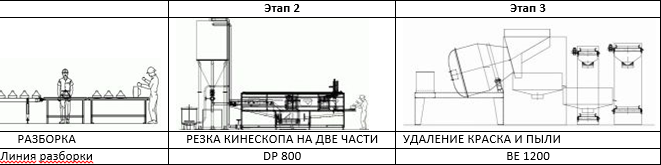
Подробное описание процессов каждого этапа:
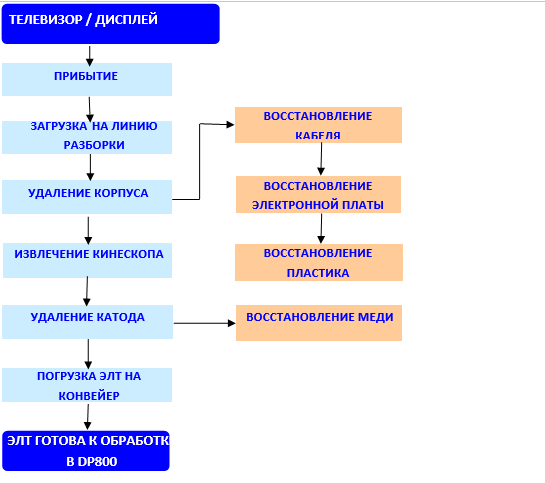
Этап 1 – Разборка
Ручная разборка телевизоров и мониторов, извлечение ЭЛТ из корпуса, удаление электронной пушки, накопление кинескопов.
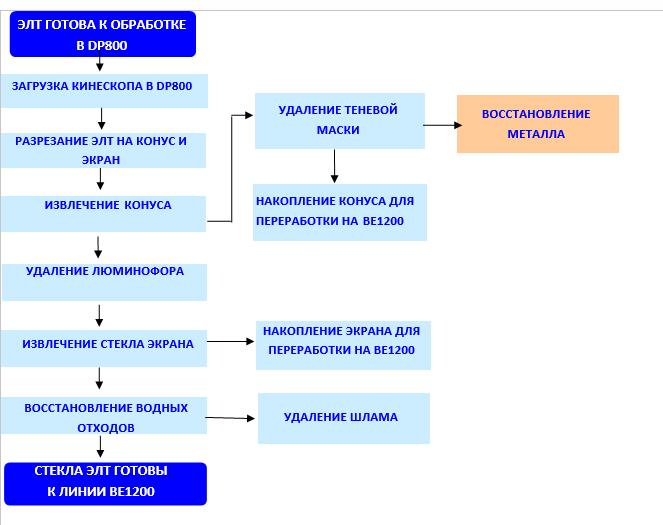
Этап 2 – Резка кинескопа
Разделение кинескопа на экран (бариевое стекло) и конус (свинцовое стекло), очистка экрана и извлечение люминофора.
Этап 3 - Удаление краски и пыли
Измельчение стекла и полное удаление остатков покрывающей краски / смолы.
Расчет производительности.
ТЕХНИЧЕСКИЕ ДАННЫЕ ДЛЯ ЛИНИИ DP800
|
Наименование |
Единицы измерения |
Параметры |
|
Размер кинескопа |
дюймы |
14–42 |
|
Количество производственных линий |
шт. |
1 |
|
Рабочие смены |
8 ч/д |
1 |
|
Рабочих дней в год |
д/г |
225 |
|
Средняя скорость процесса |
элт/ч |
60-80 |
|
Средний вес телевизора (монитора) |
кг |
22 |
|
Средняя весовая доля кинескопа |
% |
54 |
|
Количество обрабатываемых кинескопов в день |
шт. |
480 |
|
Количество обрабатываемых кинескопов в год |
шт. |
108000 |
|
Количество обрабатываемых стекол ЭЛТ в день |
т/д |
6,3 |
|
Количество обрабатываемых стекол ЭЛТ в год |
т/г |
1408 |
|
Годовое производство шлама |
т/г |
14 |
|
Годовой сбор люминофорного порошка |
т/г |
0,7 |
|
Среднее потребление энергии |
кВт/ч |
5,7 |
|
Количество операторов на каждую линию DP800 |
человек |
1 |
ТЕХНИЧЕСКИЕ ДАННЫЕ НА ЛИНИЮ BE1200
|
Наименование |
Единицы измерения |
Параметры |
|
Количество производственных линий |
шт. |
1 |
|
Количество циклов в день |
/д |
30 |
|
Длительность 1 цикла |
ч |
0,33 |
|
Среднее время работы в день |
ч/д |
10 |
|
Рабочих дней в год |
д/г |
78 |
|
Обработанного стекла за цикл |
т |
0,6 |
|
Процентное соотношение стекла конуса/экрана |
% |
44 |
|
Общее количество обработанного стекла в день |
т/д |
18 |
|
Обработанное стекло конуса в день |
т/д |
7,8 |
|
Обработанное стекло конуса в год |
т/г |
612 |
|
Обработанное стекло экрана в день |
т/д |
10,2 |
|
Обработанное стекло экрана в год |
т/г |
792 |
|
Общее количество обработанного стекла в год |
т/г |
1404 |
|
Производство порошка / год |
т/г |
38 |
|
Среднее потребление энергии |
кВт/ч |
16,67 |
|
Количество операторов на каждую линию BE1200 |
человек |
1 |
Строение монитора и процентное содержание материалов.
Средние примерные значения содержания вторичного сырья
|
МАТЕРИАЛЫ |
КОЛИЧЕСТВО* |
ДОЛЯ |
|
|
БАРИЕВОЕ СТЕКЛО (ЭКРАН) |
т/г |
728 |
30,66% |
|
СВИНЦОВОЕ СТЕКЛО (КОНУС) |
т/г |
562 |
23,67% |
|
ПЛАСТИК |
т/г |
356 |
15,00% |
|
ДЕРЕВО |
т/г |
62 |
2,62% |
|
АЛЮМИНИЙ |
т/г |
14 |
0,6% |
|
ЖЕЛЕЗО |
т/г |
166 |
7,00% |
|
ПЛАТЫ УПРАВЛЕНИЯ |
т/г |
224 |
9,42% |
|
ТЕНЕВАЯ МАСКА |
т/г |
48 |
2,00% |
|
МЕДНЫЙ КАТОД |
т/г |
71 |
3% |
|
ПОКРЫТЫЙ МЕДНЫЙ КАБЕЛЬ |
т/г |
61 |
2,60% |
|
BE1200 БАРИЕВЫЕ ПОРОШКИ |
т/г |
38 |
1,62% |
|
BE1200 ПОРОШКИ, ПОДЛЕЖАЩИЕ ВОССТАНОВЛЕНИЮ |
т/г |
30 |
1,25% |
|
ЛЮМИНОФОР, ПОДЛЕЖАЩИЙ ВОССТАНОВЛЕНИЮ |
т/г |
0,7 |
0,03% |
|
ШЛАМ, ПОДЛЕЖАЩИЙ ВОССТАНОВЛЕНИЮ |
т/г |
14 |
0,60% |
|
ЭЛТ, ПЕРЕРАБАТЫВАЕМЫЕ ЗА ГОД |
тонн |
2376 |
100,00% |
*Длительность рабочей смены предполагается равной 8 часам фактической работы
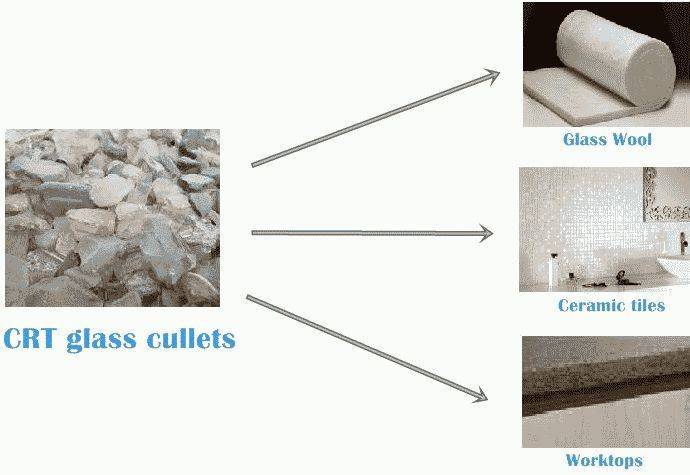
Применение отобранного материала
Технические характеристики
| Технические характеристики | Единицы измерения | DP800 |
| Размер кинескопа (при соотношении 4/3) | дюйм | 14–42 |
| Размер кинескопа (при соотношении 16/9) | дюйм | 17–37 |
| Средняя производительность* | шт/ч | 60 |
| Средняя производительность | т | 1,4 |
| ВЫХОДНЫЕ ФРАКЦИИ | ||
| Экран | % от веса | 55 |
| Трубка | % от веса | 40 |
| Теневая маска | % от веса | 3 |
| Остатки (хвосты) | % от веса | 2 |
| Непотребных фракций | % | < 2 всех кинескопов |
| Фосфорная пыль | % | < 0,1 мокрого веса |
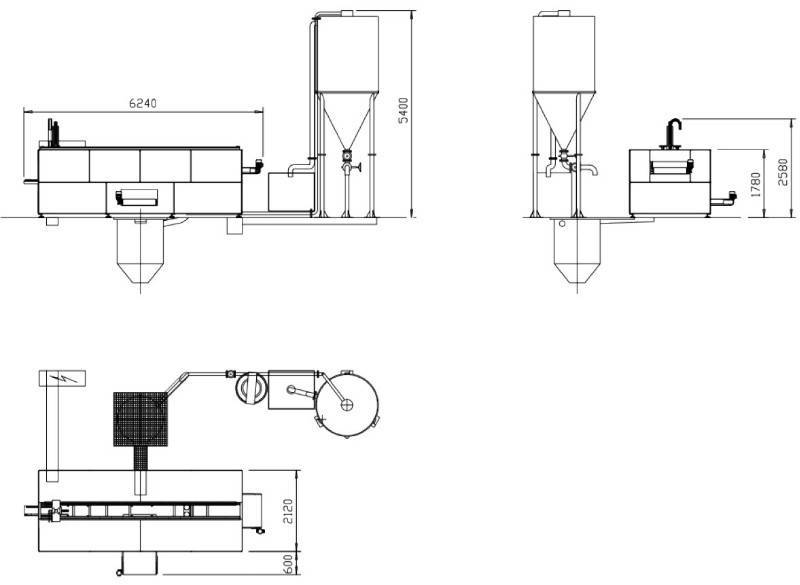
| Размеры (без водного резервуара) (Д*Ш*В) | мм | 6240*2720*2580 |
| Объем водного резервуара | л | 5000 (замкнутый цикл) |
| Напряжение | Вт | 400 – 3 фазы |
| Мощность | кВт | 37,5 |
| Среднее энергопотребление | кВт/ч | 5,7 |
| Сотрудники для обслуживания | человек | 1 |
| ТРЕБОВАНИЯ К СЖАТОМУ ВОЗДУХУ | ||
| Давление минимальное | бар | 6 |
| Поток сжатого воздуха | л/ч | 150 |
| РЕКОМЕНДУЕМЫЕ УСЛОВИЯ ЭКСПЛУАТАЦИИ | ||
| Температура | °C | +5 + 40 |
| Зависит от размера и толщины экрана | ||
Схемы

Видео
Линия переработки кинескопов с электролучевыми трубками DP 800 с автоматической резкой стекла
Материалы для переработки: электронно-лучевые трубки
Производительность: 60 - 100 шт/час
Общее описание и преимущества:
Принцип работы:
• трубка располагается на плите, всасывающая система удерживает экран и перемещает его на линию обработки.
• ЭЛТ разрезается на две части: экран (бариевое стекло) и конус (свинцовое стекло). Резка выполняется алмазными дисками в два последовательных этапа. На трубку непрерывно распыляется вода для охлаждения дисков и осаждения пыли, возникающей на этапе резки.
• после резки конус падает на конвейер и выводится из станка в отдельный контейнер.
• затем экран передается на очистку, где стекло опрыскивается водой под высоким давлением для удаления с него флуоресцентного порошка. Порошок транспортируется с отработанной водой, собирается и перерабатывается непосредственно в отдельном баке декантаторе. Шлам в баке стекает вниз для безопасной переработки, а чистая вода прокачивается назад в станок для повторного использования.
• стекло экрана отправляется в специальный ящик.
• стекла двух типов (бариевое - экран и свинцовое - экран) можно затем переработать в соответствующих установках, таких как BE1200.
Преимущества и особенности:
• низкое энергопотребление - максимальная номинальная мощность станка DP800 – 21 кВт. Обычное потребление – около 7 кВт.
• для работы станка DP800 не требуется топлива или газа.
• общий объем воды – 5000 л. Вода постоянно циркулирует по замкнутому кругу, с минимальным потреблением.
• обработка во влажной среде.
Использование водяного орошения во время резки и очистки дает сразу три преимущества:
• ослабление и сбор всего люминофорного порошка и частиц: это делает процесс более экологичным и более безопасным в отношении здоровья персонала, а также уменьшает количество процедур, направленных на сохранение окружающей среды.
• рабочая температура алмазных режущих дисков гораздо ниже по сравнению с традиционной технологией, что продлевает срок службы изнашивающихся деталей и уменьшает затраты на обслуживание.
• смазывание режущих поверхностей для хорошего разделения конуса и экрана.
Важно:
DP800 – это единственный разделитель кинескопов в мире, который не требует системы фильтрации воздуха, что означает потрясающее снижение рабочих затрат и огромную пользу для рабочей среды. Как только люминесцентные частицы попадают в воздух, их фактически невозможно собрать даже самыми лучшими фильтрационными системами.
Система резки кинескопов – полностью автоматическая. Благодаря программному обеспечению, разработанному специально для нашей системы, эта установка автоматически определяет размер кинескопа и помещает трубку на нужную высоту для отделения конуса от экрана. То есть не требуется ни ручной подстройки, ни ввода параметров.
Это позволяет:
• достичь более высоких скоростей обработки
• оставлять лишь одного рабочего. Оператор должен только вставлять кинескоп в машину и наблюдать за процессом.
• вставлять кинескопы в станок без предварительной сортировки трубок согласно их размерам, это облегчает операции предварительной подготовки и экономит пространство, требуемое для накопления кинескопов перед станком.
• резать каждую трубку над линией соединения экрана и конуса. Благодаря точности процесса резания, бариевое (экранное) стекло получаемое на выходе, не загрязнено остатками синцового (конусного) стекла или стеклопайки. Следовательно, бариевое стекло можно продать по более высокой цене, чем стекло, получаемое в других системах разборки кинескопов.
• удаление люминофора с экранного стекла, выполняется при помощи инновационной системы промывки высокого давления (200 бар). По сравнению с ранними методами очистки экранов, основанными на вращающихся щетках, новая система промывки очищает экран быстрее и достигает очень высокой степени удаления, так что бариевое стекло можно продавать на стеклоперерабатывающие заводы без дополнительной обработки.
Установка по восстановлению отработанной воды:
• в конце цикла обработки отработанная вода направляется в выдвижной сборщик на соответствующих салазках, а сборщик передает воду в отстойник (А).
• отработанная вода откачивается из отстойника (А) в сливную яму насосом, который автоматически запускается по датчикам уровня.
• на станции флокуляции (В) изготавливается смесь воды и флокулирующего агента, которая затем автоматически отправляется по подающей трубе в декантатор (С).
• флокулирующий агент действует на твердые частицы, взвешенные в отработанной воде, увеличивая их скорость осаждения.
• в процессе осаждения очищенная вода внутри декантатора поднимается кверху и перетекает в сборный бак (D).
• после очищения вода вновь подается внутрь соответствующим насосом.
A Отстойник
B Станция флокуляции
C Отстойник-декантатор
D Сборный бак
E Емкость для шлама
Принцип работы и особенности линии по сортировке и восстановлению стекла из мониторов и кинескопов с электронно-лучевыми трубками (ЭЛТ).
Схема работы и организация производства
ЭЛТ происходит в 3 этапа:
Подробное описание процессов каждого этапа:
Этап 1 – Разборка
Ручная разборка телевизоров и мониторов, извлечение ЭЛТ из корпуса, удаление электронной пушки, накопление кинескопов.
Этап 2 – Резка кинескопа
Разделение кинескопа на экран (бариевое стекло) и конус (свинцовое стекло), очистка экрана и извлечение люминофора.
Этап 3 - Удаление краски и пыли
Измельчение стекла и полное удаление остатков покрывающей краски / смолы.
Расчет производительности.
ТЕХНИЧЕСКИЕ ДАННЫЕ ДЛЯ ЛИНИИ DP800
|
Наименование |
Единицы измерения |
Параметры |
|
Размер кинескопа |
дюймы |
14–42 |
|
Количество производственных линий |
шт. |
1 |
|
Рабочие смены |
8 ч/д |
1 |
|
Рабочих дней в год |
д/г |
225 |
|
Средняя скорость процесса |
элт/ч |
60-80 |
|
Средний вес телевизора (монитора) |
кг |
22 |
|
Средняя весовая доля кинескопа |
% |
54 |
|
Количество обрабатываемых кинескопов в день |
шт. |
480 |
|
Количество обрабатываемых кинескопов в год |
шт. |
108000 |
|
Количество обрабатываемых стекол ЭЛТ в день |
т/д |
6,3 |
|
Количество обрабатываемых стекол ЭЛТ в год |
т/г |
1408 |
|
Годовое производство шлама |
т/г |
14 |
|
Годовой сбор люминофорного порошка |
т/г |
0,7 |
|
Среднее потребление энергии |
кВт/ч |
5,7 |
|
Количество операторов на каждую линию DP800 |
человек |
1 |
ТЕХНИЧЕСКИЕ ДАННЫЕ НА ЛИНИЮ BE1200
|
Наименование |
Единицы измерения |
Параметры |
|
Количество производственных линий |
шт. |
1 |
|
Количество циклов в день |
/д |
30 |
|
Длительность 1 цикла |
ч |
0,33 |
|
Среднее время работы в день |
ч/д |
10 |
|
Рабочих дней в год |
д/г |
78 |
|
Обработанного стекла за цикл |
т |
0,6 |
|
Процентное соотношение стекла конуса/экрана |
% |
44 |
|
Общее количество обработанного стекла в день |
т/д |
18 |
|
Обработанное стекло конуса в день |
т/д |
7,8 |
|
Обработанное стекло конуса в год |
т/г |
612 |
|
Обработанное стекло экрана в день |
т/д |
10,2 |
|
Обработанное стекло экрана в год |
т/г |
792 |
|
Общее количество обработанного стекла в год |
т/г |
1404 |
|
Производство порошка / год |
т/г |
38 |
|
Среднее потребление энергии |
кВт/ч |
16,67 |
|
Количество операторов на каждую линию BE1200 |
человек |
1 |
Строение монитора и процентное содержание материалов.
Средние примерные значения содержания вторичного сырья
|
МАТЕРИАЛЫ |
КОЛИЧЕСТВО* |
ДОЛЯ |
|
|
БАРИЕВОЕ СТЕКЛО (ЭКРАН) |
т/г |
728 |
30,66% |
|
СВИНЦОВОЕ СТЕКЛО (КОНУС) |
т/г |
562 |
23,67% |
|
ПЛАСТИК |
т/г |
356 |
15,00% |
|
ДЕРЕВО |
т/г |
62 |
2,62% |
|
АЛЮМИНИЙ |
т/г |
14 |
0,6% |
|
ЖЕЛЕЗО |
т/г |
166 |
7,00% |
|
ПЛАТЫ УПРАВЛЕНИЯ |
т/г |
224 |
9,42% |
|
ТЕНЕВАЯ МАСКА |
т/г |
48 |
2,00% |
|
МЕДНЫЙ КАТОД |
т/г |
71 |
3% |
|
ПОКРЫТЫЙ МЕДНЫЙ КАБЕЛЬ |
т/г |
61 |
2,60% |
|
BE1200 БАРИЕВЫЕ ПОРОШКИ |
т/г |
38 |
1,62% |
|
BE1200 ПОРОШКИ, ПОДЛЕЖАЩИЕ ВОССТАНОВЛЕНИЮ |
т/г |
30 |
1,25% |
|
ЛЮМИНОФОР, ПОДЛЕЖАЩИЙ ВОССТАНОВЛЕНИЮ |
т/г |
0,7 |
0,03% |
|
ШЛАМ, ПОДЛЕЖАЩИЙ ВОССТАНОВЛЕНИЮ |
т/г |
14 |
0,60% |
|
ЭЛТ, ПЕРЕРАБАТЫВАЕМЫЕ ЗА ГОД |
тонн |
2376 |
100,00% |
*Длительность рабочей смены предполагается равной 8 часам фактической работы
Применение отобранного материала
| Технические характеристики | Единицы измерения | DP800 |
| Размер кинескопа (при соотношении 4/3) | дюйм | 14–42 |
| Размер кинескопа (при соотношении 16/9) | дюйм | 17–37 |
| Средняя производительность* | шт/ч | 60 |
| Средняя производительность | т | 1,4 |
| ВЫХОДНЫЕ ФРАКЦИИ | ||
| Экран | % от веса | 55 |
| Трубка | % от веса | 40 |
| Теневая маска | % от веса | 3 |
| Остатки (хвосты) | % от веса | 2 |
| Непотребных фракций | % | < 2 всех кинескопов |
| Фосфорная пыль | % | < 0,1 мокрого веса |
| Размеры (без водного резервуара) (Д*Ш*В) | мм | 6240*2720*2580 |
| Объем водного резервуара | л | 5000 (замкнутый цикл) |
| Напряжение | Вт | 400 – 3 фазы |
| Мощность | кВт | 37,5 |
| Среднее энергопотребление | кВт/ч | 5,7 |
| Сотрудники для обслуживания | человек | 1 |
| ТРЕБОВАНИЯ К СЖАТОМУ ВОЗДУХУ | ||
| Давление минимальное | бар | 6 |
| Поток сжатого воздуха | л/ч | 150 |
| РЕКОМЕНДУЕМЫЕ УСЛОВИЯ ЭКСПЛУАТАЦИИ | ||
| Температура | °C | +5 + 40 |
| Зависит от размера и толщины экрана | ||
Написать отзыв
Автор:Текст отзыва: Внимание: HTML не поддерживается! Используйте обычный текст.
Оценка:
-155x155.jpg)




-
Каталог оборудования
![icon]()
- Компакторы
- Прессы для вторсырья
- Прессы для отходов
- Шредеры, дробилки и измельчители
- Конвейеры
- Ворошители компоста
- Оборудование для переработки электронных плат
- Мельницы (грануляторы)
- Сепараторы
- Контейнеры для отходов
- Перфораторы ПЭТ
- Разрыватели пакетов
- Мойка контейнеров
- Пресс-ножницы для лома металлов
- Прессы для металлолома, стружки, автомобилей
- Стационарные манипуляторы
- Сушилки для ТБО и органической фракции
- Оборудование для переработки пластика
-
Каталог типовых решений
![icon]()
- Мусоросортировочные комплексы
- Станции перегруза отходов (линии перегрузки отходов)
- Переработка крупногабаритного мусора, отходов (КГМ, КГО)
- Переработка электроники
- Переработка пленки, пластмасс и полимеров
- Переработка шин
- Переработка твердых бытовых отходов (ТБО) в топливо (RDF)
- Переработка кабеля
- Переработка медицинских отходов
- Переработка банок (алюминиевых, консервных, жестяных)
- Переработка стружки, металлолома и автомобилей
- Переработка батареек
- Решения для полигонов
- Технологическое решение для стабилизации органических отходов
- Технологическое решение подачи RDF в печь цементных заводов
- Бесплатная консультация
- Оборудование Б/У
- Сервисное обслуживание
- Услуги Нетмус